
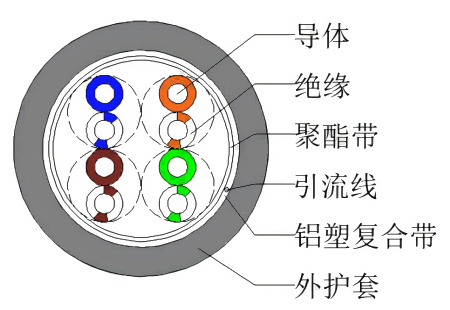
როდესაც საკაბელო სისტემა მიწისქვეშ, მიწისქვეშა გასასვლელში ან წყლის დაგროვებისკენ მიდრეკილ წყალშია გაყვანილი, წყლის ორთქლისა და წყლის კაბელის იზოლაციის ფენაში შეღწევის თავიდან ასაცილებლად და კაბელის მომსახურების ხანგრძლივობის უზრუნველსაყოფად, კაბელმა უნდა მიიღოს რადიალურად გაუმტარი ბარიერული ფენის სტრუქტურა, რომელიც მოიცავს ლითონის გარსს და მეტალ-პლასტმასის კომპოზიტურ გარსს. ტყვიის, სპილენძის, ალუმინის და სხვა ლითონის მასალები ჩვეულებრივ გამოიყენება კაბელების ლითონის გარსებად; მეტალ-პლასტმასის კომპოზიტური ლენტი და პოლიეთილენის გარსი ქმნის კაბელის მეტალ-პლასტმასის კომპოზიტურ გარსს. მეტალ-პლასტმასის კომპოზიტური გარსი, ასევე ცნობილი როგორც ყოვლისმომცველი გარსი, ხასიათდება რბილად, პორტაბელურობით და წყალგამტარობით, რომელიც გაცილებით მცირეა, ვიდრე პლასტმასის, რეზინის გარსი, შესაფერისია მაღალი წყალგაუმტარობის მოთხოვნების მქონე ადგილებისთვის, მაგრამ ლითონის გარსთან შედარებით, მეტალ-პლასტმასის კომპოზიტურ გარსს მაინც აქვს გარკვეული გამტარობა.
ევროპულ საშუალო ძაბვის კაბელების სტანდარტებში, როგორიცაა HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, ცალმხრივი დაფარული პლასტმასით დაფარული ალუმინის ლენტი გამოიყენება როგორც დენის კაბელების ყოვლისმომცველი წყალგაუმტარი საფარი. ცალმხრივი ლითონის ფენაპლასტმასით დაფარული ალუმინის ლენტიპირდაპირ კონტაქტშია საიზოლაციო ფართან და ამავდროულად ლითონის ფარის როლს ასრულებს. ევროპული სტანდარტის მიხედვით, აუცილებელია პლასტმასით დაფარული ალუმინის ლენტსა და კაბელის გარსს შორის გაშიშვლების ძალის შემოწმება და კოროზიისადმი მდგრადობის ტესტების ჩატარება კაბელის რადიალური წყალგამძლეობის გასაზომად; ამავდროულად, აუცილებელია პლასტმასით დაფარული ალუმინის ლენტის მუდმივი დენის წინააღმდეგობის გაზომვა, რათა გაიზომოს მისი მოკლე ჩართვის დენის გატარების უნარი.
1. პლასტმასის საფარით დაფარული ალუმინის ფირის კლასიფიკაცია
ალუმინის სუბსტრატით დაფარული პლასტიკური ფირის სხვადასხვა რაოდენობის მიხედვით, ის შეიძლება დაიყოს გრძივი საფარის ორი სახის პროცესად: ორმხრივი პლასტმასით დაფარული ალუმინის ლენტი და ცალმხრივი პლასტმასით დაფარული ალუმინის ლენტი.
საშუალო და დაბალი ძაბვის ელექტრო და ოპტიკური კაბელების ყოვლისმომცველი წყალგაუმტარი და ტენგამძლე დამცავი ფენა, რომელიც შედგება ორმხრივი პლასტმასით დაფარული ალუმინის ლენტისა და პოლიეთილენის, პოლიოლეფინის და სხვა გარსებისგან, ასრულებს რადიალური წყალგაუმტარობისა და ტენგამძლეობის როლს. ცალმხრივი პლასტმასით დაფარული ალუმინის ლენტი ძირითადად გამოიყენება საკომუნიკაციო კაბელების ლითონის ეკრანირებისთვის.
ზოგიერთ ევროპულ სტანდარტში, წყალგაუმტარი გარსის გარდა, ცალმხრივი პლასტმასით დაფარული ალუმინის ლენტი ასევე გამოიყენება საშუალო ძაბვის კაბელების ლითონის ფარად, ხოლო ალუმინის ლენტის დამცავ ფირს აშკარა ფასის უპირატესობა აქვს სპილენძის დამცავთან შედარებით.
2. პლასტმასით დაფარული ალუმინის ლენტის გრძივი შეფუთვის პროცესი
ალუმინ-პლასტმასის კომპოზიტური ზოლის გრძივი შეფუთვის პროცესი გულისხმობს პლასტმასით დაფარული ალუმინის ლენტის თავდაპირველი ბრტყელი ფორმიდან მილის ფორმაში გარდაქმნის პროცესს ყალიბის დეფორმაციის სერიული გზით და პლასტმასით დაფარული ალუმინის ლენტის ორი კიდეების შეერთებას. პლასტმასით დაფარული ალუმინის ლენტის ორი კიდე ბრტყელი და გლუვია, კიდეები მჭიდროდ არის შეკრული და ალუმინ-პლასტმასის აშრევება არ ხდება.
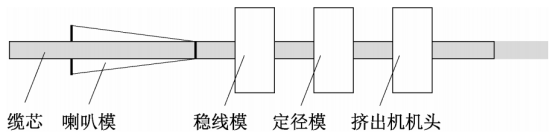
პლასტმასით დაფარული ალუმინის ლენტის ბრტყელი ფორმიდან მილისებრ ფორმაზე გადაყვანის პროცესი შეიძლება განხორციელდეს გრძივი შესაფუთი შტამპის გამოყენებით, რომელიც შედგება გრძივი შესაფუთი რქის შტამპისგან, ხაზის სტაბილიზაციის შტამპისგან და ზომის შტამპისგან. პლასტმასით დაფარული ალუმინის ლენტის გრძივი შესაფუთი ჩამოსხმის შტამპის დიაგრამა ნაჩვენებია შემდეგ ფიგურაზე. მილისებრი პლასტმასით დაფარული ალუმინის ლენტის ორი კიდე შეიძლება შედუღდეს ორი პროცესით: ცხელი შედუღებით და ცივი შედუღებით.
(1) ცხელი შეერთების პროცესი
თერმული შეწებების პროცესი გულისხმობს პლასტმასით დაფარული ალუმინის ლენტის პლასტმასის ფენის დარბილებას 70~90℃ ტემპერატურაზე. პლასტმასით დაფარული ალუმინის ლენტის დეფორმაციის პროცესში, პლასტმასით დაფარული ალუმინის ლენტის შეერთების ადგილას პლასტმასის ფენა თბება ცხელი ჰაერის პისტოლეტით ან სანთურის ცეცხლით და პლასტმასით დაფარული ალუმინის ლენტის ორივე კიდე ერთმანეთთან შეერთდება სიბლანტის გამოყენებით, პლასტმასის ფენის დარბილების შემდეგ. პლასტმასით დაფარული ალუმინის ლენტის ორივე კიდე მჭიდროდ დააწებეთ.
(2) ცივი შეერთების პროცესი
ცივი შეერთების პროცესი ორ სახეობად იყოფა. პირველი არის გრძელი სტაბილური შტამპის დამატება კალიპერის შტამპისა და ექსტრუდერის თავის შუაში, ისე, რომ პლასტმასით დაფარული ალუმინის ლენტი შეინარჩუნოს შედარებით სტაბილური მილისებრი სტრუქტურა ექსტრუდერის თავში შესვლამდე, სტაბილური შტამპის გასასვლელი ახლოს იყოს ექსტრუდერის შტამპის ბირთვის გამოსასვლელთან და ალუმინ-პლასტმასის კომპოზიტი სტაბილური შტამპის ამოღების შემდეგ დაუყოვნებლივ შევიდეს ექსტრუდერის შტამპის ბირთვში. გარსის მასალის ექსტრუზიული წნევა ინარჩუნებს პლასტმასით დაფარული ალუმინის ლენტის მილისებრ სტრუქტურას, ხოლო ექსტრუდირებული პლასტმასის მაღალი ტემპერატურა არბილებს პლასტმასით დაფარული ალუმინის ლენტის პლასტმასის ფენას შეერთების სამუშაოს დასასრულებლად. ეს ტექნოლოგია შესაფერისია ორმხრივი ლამინირებული პლასტმასით დაფარული ალუმინის ლენტისთვის, წარმოების აღჭურვილობა მარტივი სამართავია, მაგრამ ყალიბის დამუშავება შედარებით რთულია და პლასტმასით დაფარული ალუმინის ლენტი ადვილად ბრუნდება.
კიდევ ერთი ცივი შეერთების პროცესია ცხელი დნობის წებოვანი შეერთება, ცხელი დნობის წებოვანი შეერთება ექსტრუზიული მანქანით გრძივი შესაფუთი რქის ყალიბის პოზიციაში, რომელიც პლასტმასით დაფარული ალუმინის ლენტის გარეთა კიდის ერთ მხარეს არის მოჭერილი, პლასტმასით დაფარული ალუმინის ლენტის ორი კიდის პოზიცია სტაბილური ხაზისა და ზომის შტამპის გავლით ცხელი დნობის წებოვანი შეერთების შემდეგ. ეს ტექნოლოგია შესაფერისია როგორც ორმხრივი პლასტმასით დაფარული ალუმინის ლენტისთვის, ასევე ცალმხრივი პლასტმასით დაფარული ალუმინის ლენტისთვის. მისი ყალიბის დამუშავებისა და წარმოების აღჭურვილობა მარტივია, მაგრამ მის შეერთების ეფექტზე მნიშვნელოვნად მოქმედებს ცხელი დნობის წებოს ხარისხი.
საკაბელო სისტემის მუშაობის საიმედოობის უზრუნველსაყოფად, ლითონის ფარი ელექტრონულად უნდა იყოს დაკავშირებული კაბელის იზოლაციის ფართან, ამიტომ კაბელის ლითონის ფარად უნდა იქნას გამოყენებული ცალმხრივი პლასტმასით დაფარული ალუმინის ლენტი. მაგალითად, ამ ნაშრომში ნახსენები ცხელი შეერთების პროცესი მხოლოდ ორმხრივი შეერთებისთვისაა შესაფერისი.პლასტმასით დაფარული ალუმინის ლენტი, მაშინ როდესაც ცხელი დნობის წებოვანი ნივთიერების გამოყენებით ცივი შეწებების პროცესი უფრო შესაფერისია ცალმხრივი პლასტმასით დაფარული ალუმინის ლენტისთვის.
გამოქვეყნების დრო: 2024 წლის 30 ივლისი